SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

Stránky: 1
- Index - hlavní stránka
- » MIG/MAG svářečky a svařování
- » WLSP 315- jak se dá upravit pro karoserie??
#1 10-07-2008 11:33:08
- walo
- Člen
- Registrovaný: 10-07-2008
- Příspěvky: 5
WLSP 315- jak se dá upravit pro karoserie??
Zdravím, mám WLSP 315 a potřeboval bych s ní vařit karoserie, ale je moc silná. Slyšel jsem, že se dá nějak jednoduše "překlenout" a pak to prý jde. Nemáte s tím někdo skušenosti a nevíte jak na to, aby s ní šla vařit karoserie? Díky.
Offline
#2 10-07-2008 18:00:27
- killer
- Zablokovaný

- Registrovaný: 19-09-2007
- Příspěvky: 549
Re: WLSP 315- jak se dá upravit pro karoserie??
Jednoduse. Otevre se pravy kryt, na svorkovnici se prepoji tri pasovinky tusim do vodorovne polohy tak jak je to vyobrazeno u te svorkovnice. Jde pouze o prepojeni do hvezdy a do trojuhelniku takze se tim neda nic pokazit. Je treba dbat na dotazeni spoju. Svorkovnice je polozena na trafu, je potreba akorat 13 klic. Svarecka se prepoji na mensi vykon tudiz je vhodna na slabe plechy.
Servis, revize, MIG/MMA/TIG/PLASMA/SPOTTERY - svářeč amatér.
Hlášky z praxe: "Včera bylo pozdě!" "Neexistuje nejde" "Nemožné na počkání, zázraky do tří dnů" "Já jsem tak dobrej, kdybych byl ještě lepší, tak mě zakážou!"
Offline
#3 11-07-2008 13:34:23
- arno
- Člen
- Registrovaný: 02-08-2007
- Příspěvky: 778
Re: WLSP 315- jak se dá upravit pro karoserie??
Killer má pravdu
Minimálni stupeň bude cca 13-14V maximálny 22-24 a stým už zozvaríš aj plechy
Zablokovaný z vlastní vůle z důvodu napadení jiným uživatelem.
Offline
#4 11-07-2008 20:37:34
- walo
- Člen
- Registrovaný: 10-07-2008
- Příspěvky: 5
Re: WLSP 315- jak se dá upravit pro karoserie??
Koukal jsem tam, a je to tam nakreslené, ale nejsou tam žádné páskoviny, jen 6 šroubů na kterých jsou kabely. Na jednou šroubu jsou 3 kabely, na dvouch šroubech není žádný a na ostatních po jednom kabelu. Tak teď nevím, jestli to takhle někdo přepojoval či co, ale pásky na propojení tam nejsou. Nemáte někdo něco jak to má být zapojené?
Offline
#5 11-07-2008 21:37:04

Re: WLSP 315- jak se dá upravit pro karoserie??
Tahle je to zapojené do hvězdy, když chceš do do trojúhelníku tak ten šroubek kde jsou tři kabely povolíš a necháš tam jen jeden a ty zbývající dva dáš každý pod jeden z volných šroubků a pak ještě třemi propojkami spojíš protilehlé dvojice šroubků. Jen pozor ať máš ten trojúhelník zapojený správně!!!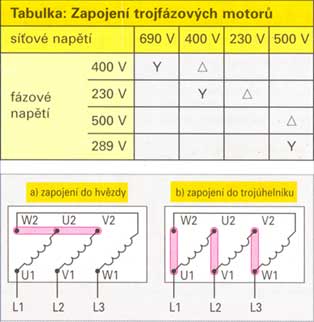
Iskravar MIG 170L
Offline
#6 13-07-2008 22:27:23
- walo
- Člen
- Registrovaný: 10-07-2008
- Příspěvky: 5
Re: WLSP 315- jak se dá upravit pro karoserie??
Nojo zapoj správně a na jaký zapojení to je na tu karoserii? Nemám to teď zapojené správně? Jinak díky za odpovědi.
Offline
#7 14-07-2008 00:37:28
- vkalina
- Člen
- Registrovaný: 07-04-2008
- Příspěvky: 266
Re: WLSP 315- jak se dá upravit pro karoserie??
Pokud máš na jednom šroubu 3 kabely, tak to máš do hvězdy (slabší výkon - pro ty karoserie) Trojúhelník je to Bčko, tam je větší výkon. Je to stejné jako u 3fázového motoru. Ten se také roztáčí nejprve do hvězdy a pak se přepíná na trojúhelník kde má větší sílu, ale také značně vyšší odběr.
BERLAN BWIG180
Offline
#8 14-07-2008 22:50:53
- walo
- Člen
- Registrovaný: 10-07-2008
- Příspěvky: 5
Re: WLSP 315- jak se dá upravit pro karoserie??
Aha, mě s tím zrovna dvakrát nejde vařit kastle, se mi to pořád propaluje. Mám tam 0.8drát, posuv na minimum, vše na minimum, akorát mi pomohlo dát kostru do 4(ta poslední zásuvka v pravo) a s tím to jde líp, on se ten dát rychleji upaluje a už to moc nepropaluje. Ale moc dobře se s tím nevaří, housenka se s tím nedá moc udělat, jen spíš tak bodovat a to se mi moc nehodí. Nemám třeba někde ještě blbost v nastavení? Já s touhle svářečkou nemám skušenosti. A skoušet, no nevím co se s tím dá všechno provést. Aspoň návod kdybych měl, než to pořád skoušet takovou dobu. Ale už to docela jde, mohlo by to být sice lepší, ale jde to.
Offline
#9 15-07-2008 06:11:44
- jirkati
- Moderator

- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4665
Re: WLSP 315- jak se dá upravit pro karoserie??
Walo, jinou svářečkou, než je WLSP 315, tenké plechy svařovat umíte? Učit se to "na kastli" není snadné. Víte, že základní vzdálenost průvlaku (špičky) od svařovaného materiálu by měla u drátu 0,8 mm být trvale asi 11 mm? Špička by měla být zároveň s okrajem hubice nebo může 2 mm vyčnívat. Používáte CO2 nebo směsný plyn? V čistém CO2 je oblouk dost agresivní, má větší závar a proto se s ním svařovaný materiál trochu víc propaluje. Máte nastavený průtok plynu na 8 - 10 l/min.? U tenkých plechů (pod 2 mm) je výhodnější svařování v poloze PG, tedy shora dolů. Postupová rychlost by měla být cca 6 - 8 mm/sec. Hořák vést prakticky kolmo ke svařenci.
Offline
#10 15-07-2008 20:04:47
- walo
- Člen
- Registrovaný: 10-07-2008
- Příspěvky: 5
Re: WLSP 315- jak se dá upravit pro karoserie??
Mockrát děkuji všem za odpovědi, moc mi pomohli.
Offline
#11 15-07-2008 20:09:08
- RV
- Člen
- Registrovaný: 21-01-2008
- Příspěvky: 179
Re: WLSP 315- jak se dá upravit pro karoserie??
Vše jak píše Jirkati. Housenku s 0.8 drátem na kastli asi moc neuděláš a ani nevím kde by byla potřeba. Plechy jsou na kastli od 0,6 do 0,8. Jenom nosný části jsou silnější,tam housenka ano. Důkladně očistit !! Určitě směsný plyn. Jinak pomůže nechat o něco delší výlet drátu (větší odpor-nižší proud), ale musí být vyšší tlak plynu. Venku ve větru to jde mizerně.
Offline
#12 15-07-2008 21:10:34
- Milan_SK
- Člen

- Místo: Košice
- Registrovaný: 21-06-2008
- Příspěvky: 83
Re: WLSP 315- jak se dá upravit pro karoserie??
Rád by som sa pýtal aký je roziel ak varíte kastli s so smiešaným plynem. Zatial som zváral len s CO2.
Díki za vysvetlenie.
Omicron OMI 165 a autogen.
Excellway ZX7-250 (130A)
Offline
#13 15-07-2008 22:09:56
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4665
Re: WLSP 315- jak se dá upravit pro karoserie??
Rozdíl mezi CO2 a směsným plynem Ar + CO2 je v hloubce závaru, přesněji v její ovladatelnosti. Ionizační potenciál čistého CO2 je mnohem vyšší než u směsí. Zjednodušeně řečeno - větší množství atomárního kyslíku po rozštěpení CO2 na špičce tavícího se drátu přenáší více tepla na základní materiál, navíc v podstatně širším pásmu. Vedlejším nepříznivým produktem je současné sycení povrchu sváru volným uhlíkem, které může vést až ke zkřehnutí povrchu svarového kovu a k podélným i příčným mikroprasklinám. To může při dynamickém zatížení vést až k destrukci sváru. To je např. hlavní důvod toho, že se nesmí svařování pod ochranou atmosférou CO2 používat pro svařování namáhaných konstrukcí.
Offline
#14 15-07-2008 23:00:26
- Milan_SK
- Člen
- Místo: Košice
- Registrovaný: 21-06-2008
- Příspěvky: 83
Re: WLSP 315- jak se dá upravit pro karoserie??
Díki Jirkati za vysvetlenie. Ak si dám namiešať zmes 98% Argon + 2%CO2, ktorou chcem zvárať nerez bude sa tou zmesou dobre variť aj plech na aute. Aký je na to prosím Váš názor.
Omicron OMI 165 a autogen.
Excellway ZX7-250 (130A)
Offline
#15 16-07-2008 07:06:05
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4665
Re: WLSP 315- jak se dá upravit pro karoserie??
Cca před rokem jsem ve firmě spolupracoval na experimentu robotizovaného svařování obyčejných plechů o tl. 1,6 mm metodou MIG. Nedopadlo to moc dobře, nedokázali jsme najít dostatečně stabilní svařovací parametry. Dokonce tu bylo nedávno diskutováno svařování na autoplechařině metodou TIG. I tato metoda dopadla špatně. Při svařování metodami TIG i MIG má oblouk minimální čistící účinky na základní materiál a to je u běžných ocelí problém. I nepatrné množství okují, kysličníků, tuků komplikuje stabilitu hoření oblouku v inertním plynu. Proto si myslím, že směs určená pro svařování nerezů, případně Al, nebude příliš pro svařování na autoplechařině vhodná.
Offline
#16 16-07-2008 09:24:16
- Milan_SK
- Člen
- Místo: Košice
- Registrovaný: 21-06-2008
- Příspěvky: 83
Re: WLSP 315- jak se dá upravit pro karoserie??
Jirka takže pri zváraní obyčajného železa je asi lepšie ostať pri CO2.
Omicron OMI 165 a autogen.
Excellway ZX7-250 (130A)
Offline
#17 16-07-2008 11:40:52

Re: WLSP 315- jak se dá upravit pro karoserie??
Milan_SK napsal(a):
Ak si dám namiešať zmes 98% Argon + 2%CO2, ktorou chcem zvárať nerez bude sa tou zmesou dobre variť aj plech na aute. Aký je na to prosím Váš názor.
Směs 98% Argon + 2%CO2 bych Vám pro svařování nerez ocelí nedoporučoval. Rozhodně bych raději použil směs 98% Argon + 2%O2, když už. Vyloučíte tak reakci legujících prvků v materiálu s uhlíkem z rozkládajícího se CO2. Na ty plechy na autě, patrně z uhlíkové oceli by to snad vyhovovat mělo. Rozhodně lépe než čistý CO2. Tedy pokud budou prosté zoxidovaných míst, mastnoty ap., jak už tady naznačil kolega jirkati...
Offline
#18 16-07-2008 12:39:04
- Milan_SK
- Člen
- Místo: Košice
- Registrovaný: 21-06-2008
- Příspěvky: 83
Re: WLSP 315- jak se dá upravit pro karoserie??
díki Frank
Omicron OMI 165 a autogen.
Excellway ZX7-250 (130A)
Offline
#19 16-07-2008 20:06:25
- RV
- Člen
- Registrovaný: 21-01-2008
- Příspěvky: 179
Re: WLSP 315- jak se dá upravit pro karoserie??
Ještě bych doplnil, že při použití směsného plynu je o něco menší právě ta citlivost na nečistoty. To co v CO2 nejde vůbec jde s Corgonem mizerně..
Offline
#20 17-07-2008 18:45:22
- vladivostok
- Člen
- Registrovaný: 18-05-2008
- Příspěvky: 34
Re: WLSP 315- jak se dá upravit pro karoserie??
Ještě bych se trošku vrátil k tomu zapojení trafa Y/D. Bylo by třeba dobré použít přepínač Y/D na čelním panelu. Chtěl jsem to tak také řešit u PP 250, než jsem si ji koupil a zjistil, že tam už je trafo zapojené do Yy6.
Offline
#21 19-07-2008 17:03:19

Re: WLSP 315- jak se dá upravit pro karoserie??
Vladivostok: ta svorkovnice u WLSP pro přepínání hvězda/trojúhelník je na sekundáru. Takže by ten přepínač musel mít kontakty dimenzované na svářecí proud (/3). Takovej přepínač sice existuje, ale bude kapánek větší a dražší ![]()
Walo: zapojení té svorkovnice WLSP 315 je na tomto obrázku:
Pro svařování drátem 0,8 mm se silový přívod k podavači zapojí přes odpor (svorka +R na zadní straně zdroje) a zemnící kabel se dá na minimální tlumivku (svorka 1 na přední straně zdroje).
Offline
#22 20-07-2008 20:07:49
- killer
- Zablokovaný
- Registrovaný: 19-09-2007
- Příspěvky: 549
Re: WLSP 315- jak se dá upravit pro karoserie??
Tenhle obrazek jsem hledal ale z nejakyho duvodu mi zmizel navod na WLSP 315 takze sem se nespletl.
Servis, revize, MIG/MMA/TIG/PLASMA/SPOTTERY - svářeč amatér.
Hlášky z praxe: "Včera bylo pozdě!" "Neexistuje nejde" "Nemožné na počkání, zázraky do tří dnů" "Já jsem tak dobrej, kdybych byl ještě lepší, tak mě zakážou!"
Offline
#23 09-03-2021 01:20:04
- ma-315
- Člen
- Registrovaný: 03-03-2021
- Příspěvky: 5
Re: WLSP 315- jak se dá upravit pro karoserie??
Hezký den všem slušným lidem. Mám prosbu. Pokud by tu byl nějaký odborník z Prahy (nebo by byl ochoten do Prahy dojet) na WLSP-315 (není to ani P, ani Si, ani PT), rád bych ho poprosil o návštěvu, mám WLSP-315 z roku 1975, při zapojení na hvězdu propaluje plech, po přepojení na trojúhelník vaří nedobře (na plechu zůstávají "fousy", v hubici je drát rozžhavený). Zkušenosti se svářením nemám, s tímto strojem také ne. Potřeboval bych vyvařit karoserii vozu, tedy bychom buď zprovoznili tuto WLSP a společnými silami bychom karoserii vozu vyvařili, nebo by případně nouzově použil nějaký svůj donesený svářecí přístroj a vyvařil by mi karoserii vozu sám. Klidně i o víkendu. Slibuji obrovskou a omračující odměnu :-), a v případě úspěšného vyvaření ještě krátkou návštěvu opravdového Svářečského nebe!!! Děkuji a hezký den.
Offline
#24 09-03-2021 04:33:46
- VašekP
- Člen
- Registrovaný: 12-10-2013
- Příspěvky: 637
Re: WLSP 315- jak se dá upravit pro karoserie??
vkalina napsal(a):
Pokud máš na jednom šroubu 3 kabely, tak to máš do hvězdy (slabší výkon - pro ty karoserie)
Tato odpověď (příspěvek #7) je špatně! Protože svorkovnice je na vývodech sekundáru trafa (čili zdroj napětí, nikoliv spotřebič), tak to funguje obráceně než u motorů. Zapojení do hvězdy dává vyšší napětí, tudíž také vyšší proud. Na práce se slabými materiály je třeba přepojit svorkovnici do trojúhelníka - nižší napětí a nižší proud. Správně je to vyobrazeno v příspěvku #21.
To, že se vám zdá, že špatně sváří při zapojení do trojúhelníku je správně, to je rozdil mezi tzv. zkratovým svářením (menší napětí, tak se chovají všechny hobby svářečky CO2) a sprchovým svářením - to je při zapojení do hvězdy - tedy vyšším napětím. Na sváření slabých plechů karoserií je třeba bezvadný stav bowdenu a průvlaku a kvalitní drát. Tato svářečka je docela dobře vybavená. Předfuk a dofuk plynu, jiná rychlost výletu drátu před zapálením oblouku a zpětnovazebně řízené podávání drátu v závislosti na svař. proudu při samotném sváření. Správné nastavení je popsáno v návodu, který by zde měl být ke stažení. Pokud dochází k lepení drátu na hubici nebo v průvlaku může být též špatným nastavením (tam má být také dodatečný výsuv drátu po vypnutí oblouku, aby k tomu nedocházelo), závadou a nebo zásahy, které měly svářečku (podavač) vylepšit a ve většině případů bývá efekt opačný.
Místa sváření na karoserii se musí připravit, očistit od barvy a rzi a odmastit. vaří se řadou krátkých, bodových svarů, aby se zabránilo propalování a také kroucení materiálu. To je třeba natrénovat, a myslím tím jak nastavení stroje, tak práci se slabými plechy. Sežeňte si odstřižky nerezavýách, nebarvených a nepozinkovaných plechů kolem 1 mm tloušťky a zkoušejte nastavení a svařování nejprve na nich. Pokud vaříte venku, nebo v dílně, kde bývá průvan, je třeba nastavit vyšší průtok ochranného plynu.
Offline
Stránky: 1
- Index - hlavní stránka
- » MIG/MAG svářečky a svařování
- » WLSP 315- jak se dá upravit pro karoserie??
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče