SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

#1 29-12-2007 19:08:13
- Bohouš
- Člen

- Registrovaný: 15-06-2007
- Příspěvky: 325
Mé první TIGování
Tak jsem se konečně dočkal - dnes jsem poprvé dělal TIGem. Od září na to čekám. V září jsem sehnal hořák a pak jsem dlouho sháněl argon. V říjnu jsem ho sehnal, ale od té doby jsem neměl pořádně čas se tomu věnovat. Dnes se mi to konečně podařilo. Nejdříve jsem si vzal plech a zkusil jsem si několik ”tahů” hořákem bez přidání drátu. Poté jsem zkusil i přidat drát. Jde to fakt pěkně, oblouk hoří klidně... Akorát při delších pracích to musí být záhul na ruce - ty hadice táhnou. Chci se zeptat jaké máte zkušenosti s kuklou u TIGu. Mam samostmívačku naštelovanou na nejmíň (asi sklo č.9) a občas na to bylo blbě vidět(kam jedu). Zkoušeli jste autogenní brýle? Není to málo? Dále se chci zeptat, jaký máte fígl při náškrabu. Já mám KITIn 165 a občas se mi konec elektrody nepříjemně přilepil na plech. Po asi půl hodině práce se mi konec elektrody ztupil - špička je trochu placatá. Je to normální nebo je to tím lepením. Co byste mi ještě poradili při zhasínání oblouku. Předpokládám, že hořák musím zvednou rychle, protože jsem si všiml, že se oblouk dá natáhnou na několik desítek mm, než zhasne.
Předem díky za rady. Jinak je to super
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#2 29-12-2007 21:33:46
- jirkati
- Moderator

- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Mé první TIGování
To co píšete jsou úplně typické začátky svařování metodou TIG a každý jsme si jimi museli projít. Ale existuje několik postupů, které mohou ty začátky ulehčit.
1, Pokud si nezvyknete na jemnost zapalování oblouku, tak si nabrušte elektrodu max. na úhel 60 st. Samozřejmě předpokládám že víte, že se elektroda brousí podél osy, nikdy nakulato otáčením. Pak to totiž hoří jako koště.
2, Zapalujte rychlým tahem hodně položené elektrody, nikdy tlakem
3, Délka oblouku při svařování 3 - 4 mm.
4, Při ukončování poslední kapka trochu větší a rychlejší odjezd dopředu nebo šikmo dopředu na stranu.
5, Já používám při kontrolách svářečů TIGem v kukle sklo č. 6, protože už mi oči moc neslouží, ale doma na samostmívací si dávám 7 nebo 8, protože jsem podstatně blíž.
6, Pokud se vám povede se při svařování dotknout taveniny a nepovede se hned "odcáknout", je nutné znovu hned brousit elektrodu.
Offline
#3 30-12-2007 15:00:51
- bartonekjiri
- Člen
- Registrovaný: 30-12-2007
- Příspěvky: 10
Re: Mé první TIGování
Invertorem kde usíš škrtat a kde není řízené ukončení oblouku,dofuk atd vůbec nedělej.leda doma králikárny.
Bohouš napsal(a):
Tak jsem se konečně dočkal - dnes jsem poprvé dělal TIGem. Od září na to čekám. V září jsem sehnal hořák a pak jsem dlouho sháněl argon. V říjnu jsem ho sehnal, ale od té doby jsem neměl pořádně čas se tomu věnovat. Dnes se mi to konečně podařilo. Nejdříve jsem si vzal plech a zkusil jsem si několik ”tahů” hořákem bez přidání drátu. Poté jsem zkusil i přidat drát. Jde to fakt pěkně, oblouk hoří klidně... Akorát při delších pracích to musí být záhul na ruce - ty hadice táhnou. Chci se zeptat jaké máte zkušenosti s kuklou u TIGu. Mam samostmívačku naštelovanou na nejmíň (asi sklo č.9) a občas na to bylo blbě vidět(kam jedu). Zkoušeli jste autogenní brýle? Není to málo? Dále se chci zeptat, jaký máte fígl při náškrabu. Já mám KITIn 165 a občas se mi konec elektrody nepříjemně přilepil na plech. Po asi půl hodině práce se mi konec elektrody ztupil - špička je trochu placatá. Je to normální nebo je to tím lepením. Co byste mi ještě poradili při zhasínání oblouku. Předpokládám, že hořák musím zvednou rychle, protože jsem si všiml, že se oblouk dá natáhnou na několik desítek mm, než zhasne.
Předem díky za rady. Jinak je to super
Offline
#4 30-12-2007 15:05:10
- bartonekjiri
- Člen
- Registrovaný: 30-12-2007
- Příspěvky: 10
Re: Mé první TIGování
svařovat tigem za použití škrtnutí,bez řízeného startu,předfuku,dofuku, pohasnutí oblouku atd si myslím je dnes opravdu již film pro pamětníky a snad v kůlně za barákem najde minimální uplatnění.Jinak je to téměř zoufalství...
Offline
#5 30-12-2007 15:56:58
- cipisek32
- Člen
- Místo: Brno
- Registrovaný: 05-09-2007
- Příspěvky: 302
Re: Mé první TIGování
Já mám Kitin 170 LA ale Tigem sem s ním nevařil (drahý argon , nutná samstmívačka atd).V práci vařim profi mašinou Migatronic 2400 pilot . Vařím 4taktem takže pohoda , zkoušel sem schválně i nastavit dotykový zapálení abych si to vyzkoušel když mám doma Kitin . Je to o nečem jiném ,ale je blbost jak říká výše ,že je to tak na králikárnu . Je to jenom o cviku . Ze začátku sem taky hodně p.....l . Dneska dokážu s dotykovým zapalováním za 8 h to co s bezdotykem .Je pravda že s VF zapalováním udělám tak o 30% víc než musím za 8h. Jinak kuklu mám nastavenou tak DIN 10 , ale prcoviště máme přisvětleno . Jinak nevím jestli se ti ten TIG doma vyplatí vzhledem k cene elektrody versus flaška argonu. Jo ješ tě k tomu zhášení oblouku , jak u Migatronicu tak u toho Kitinu LA je vypínací čas takže se to vypne samo po oddálení a přiblížení takže v tom ti neporadím .
Kitin 170LA
Offline
#6 31-12-2007 13:10:22
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
To je sice možný, že se mi to doma vůbec nevyplatí, ale já jsem strašnej nadšenec a chci toho umět a vyzkoušet si co nejvíc. Věřím, že to budu stále využívat. To že je plyn drahej - když je to koníček a baví mě to, tak co bych si to nedopřál..... Věřím, že mezi Vámi jsou taky takový nadšenci nebo ne?
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#7 31-12-2007 13:25:47
- cipisek32
- Člen
- Místo: Brno
- Registrovaný: 05-09-2007
- Příspěvky: 302
Re: Mé první TIGování
Jasně proto sem si koupil to Kitin LA ,ale bohužel stál nemohu sehnat flašku s argonem za rozumný peníz. ![]()
Kitin 170LA
Offline
#8 31-12-2007 15:42:51
- lukas
- Člen
- Registrovaný: 19-04-2007
- Příspěvky: 466
Re: Mé první TIGování
znám 1 firmu ted si nemoho spomenout na jméno neplatí se pronájem a rovnou ti to dovezou
Offline
#9 01-01-2008 12:09:41
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Jojo. Přesně od téhle firmy mám ten argon. Platil jsem 1800Kč za 20L flašku(čistota 4.6) - a hlavně žádný pronájem. Byl ochotný mi to dovézt kam chci. Tady u Nás do dováží nějaká spediční firma, ale ty plyny jsou od firmy Said. Mají bezva ceny a široký výběr. Akorát plyny se jinak jmenujou. Linde má třeba: corgon, cronigon, varigon, mison, atd a tahle firma má: stargon, helistar, hydrostar, food.....
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#10 01-01-2008 17:09:13
- cipisek32
- Člen
- Místo: Brno
- Registrovaný: 05-09-2007
- Příspěvky: 302
Re: Mé první TIGování
to jsou jiné plyny Linde má argon , corgon atd jsou něco jiného .
Kitin 170LA
Offline
#11 01-01-2008 18:49:13
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Nejsou to jiné plyny. Jsou to jenom jiné názvy, ale plyny nebo směsi jsou stejné....
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#12 01-01-2008 19:18:28
- cipisek32
- Člen
- Místo: Brno
- Registrovaný: 05-09-2007
- Příspěvky: 302
Re: Mé první TIGování
Ne ne corgon je směs CO2 + argo Varigon směs helia + argonu takže každý jiný .
Kitin 170LA
Offline
#13 01-01-2008 19:20:42
- cipisek32
- Člen
- Místo: Brno
- Registrovaný: 05-09-2007
- Příspěvky: 302
Re: Mé první TIGování
a máš kontakt na ten Said ? našel sem jen jajich distributora a ten chce pronájem 5kč za den .
Kitin 170LA
Offline
#14 01-01-2008 19:21:28
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
No to jo. Já taky netvrdim, že argon je totéž co corgon!!! Já jen říkám, že Said má úplně jiný názvy plynů než Linde.
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#15 01-01-2008 19:24:20
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Kontakt Ti samozřejmě dát můžu, ale jak jsem napsal. Tady u nás to rozváží nějaká spediční firma, takže s firmou Said jsem vůbec nekomunikoval. Já jen, že na těch flaškách jsou nálepky ”Said technické plyny”. Jsem od Domažlic
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#16 13-01-2008 19:55:53
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Dnes jsme zpravovali autogenem kotel a jak jsem chodil pořád pro něco do dílny a obcházel můj invertor, tak jsem si vzpomněl na reakci viz výše, že vařit TIGem s náškrabovou metodou, bez kontrolovaného startu, předfuku, dofuku je záležitost z pamětnických filmů. V průběhu dne jsem na to několikrát myslel a napadlo mě, že předfuk a dofuk bych si mohl dodělat přeci sám. Jsem elektronik a programování mikrokontrolérů mi není cizí, tak jsem si uvědomil, že bych mohl udělat obvod, který by plnil tyto funkce. Dalo by se přepínat mezi 2 a 4 taktem, takže bych nemusel ten knoflík držet po celou dobu svařování, časy foukání by byly nastavitelné. Pak jsem si uvědomil, že KITIn 165 má výstup na dálkové ovládání tzn., že proud se dá regulovat externě. Nejdříve mě napadlo využít toho na uložení jednotlivých ”presetů” a potom bych jenom volil tlačítkama proudové hodnoty, které bych si ukládal a měnil.... Možná bych mohl i zkonstruovat pulzní režim a všechny ty věci, které se u TIGu používají. Prostě když už nemám HF zapalování, ale ”obyčený TIG z pamětnických filmů”, tak bych si to mohl alespoň tímhle usnadnit a vylepšit. Co si o tom myslíte? Díky za názory.
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#17 14-01-2008 06:31:12
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Mé první TIGování
To vypadá jako dobrý nápad. Obyčejný PIC, hodiny na cca 3 MHz, 64 kB RAM. Ještě vyřešit dokonalé krytovámí proti elmag. poli, chlazení, periferie. To mně teď mrzí, že to nenapadlo dřív mně. Ale teď vážně. Předfuk stačí 0,2 sec., dofuk až 20 sec. Určitě by se dal vyřešit i HF start oblouku (elektronické zapalování pro malé motocykly) a tak se zbavit škrtání elektrodou. Pulzním režimem má smysl se zabývat při větším množství svařovaného nerezu. Pro ocel je to škoda práce a Al se stejně svařuje střídavým proudem.
Offline
#18 14-01-2008 09:01:09
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Kdepak PIC - já jsem Atmelovej... :-)
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#19 14-01-2008 17:03:29

Re: Mé první TIGování
Zlatá slova. Atmel je Atmel ![]() Taky mi ten redukovanej instrukční soubor RISCovejch PICů moc nesedí. Člověk potřebuje něco udělat, hledá instrukci a ona nikde... Musí si datlovat rutinu. Ale k věci:
Taky mi ten redukovanej instrukční soubor RISCovejch PICů moc nesedí. Člověk potřebuje něco udělat, hledá instrukci a ona nikde... Musí si datlovat rutinu. Ale k věci:
Ten TIG doplněk k obyčejnému invertoru je opravdu zajímavá věc a jestli se do toho opravdu pustíte, nezapomeňte se pak prostřednictvím Svarbazaru pochlubit. Pro inspiraci přikládám obrázek HF zapalování továrního TIGu ESAB LTG 400. Jak vidno používá automobilovou zapalovací cívku a jako jiskřiště - hádejte ...... zapalovací svíčku ![]()
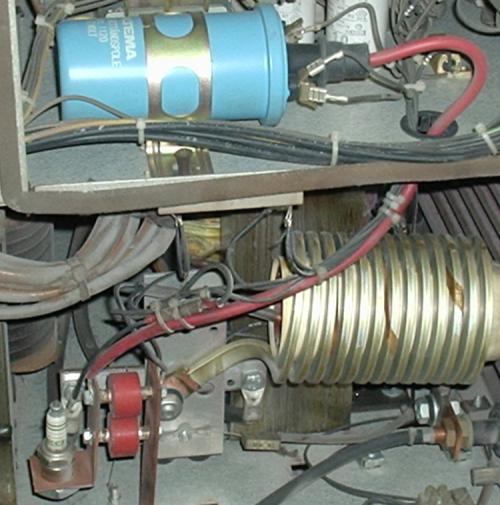
Jediný problém je s indukováním HF do svařovacího kabelu. Jednak to silně ruší (jak píše Jirkati bude nutné dokonale odstínit ten procesor) a hlavně to může likvidovat (a likviduje) sekundární usměrňovací diody toho invertoru. To je taky problém s nímž se výrobci invertorů potýkají. Něco málo je o tom v tomto vláknu. Další inspiraci je možné najít v tomto článku, ale to asi už znáte.
Přeji úspěšné bastlení.
PS: Jo a předfuk a dofuk si teď regulujete ručně ventilkem na hořáku, ne?
Offline
#20 14-01-2008 18:13:56
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Nene - sehnal jsem hořák s tlačítkem a mám to udělaný na elektromagnetický ventil. Ta indukční cívka vypadá zajímavě, ale já bych neriskoval připojit to k invertoru. Na to ho mám moc rád :-) Jak říká Jirkati - asi nemá cenu se piplat s pulzním režimem (i když co se týče elektroniky bych to rád řešil), ale přemýšlel jsem, že by se dalo pomocí tý regulace proudu udělat jakási sestupná hrana pro snažší ukončení oblouku. Určitě se nezhasne sám, ale když ten proud klesne na nejnižší hodnotu, tak je to podle mě přeci jenom lehčí. Určitě něco prubnu. Ale ten čas!!! Přes týden moc času nemám a o víkendu odlétám na týden do japonska, takže se tomu v nejbližší době nebudu moct věnovat. Až něco budu mít, tak se určitě s Vámi podělím.
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#21 15-01-2008 07:29:10
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Myslíte, že mi stačí tyto ovládací prvky na té mé budoucí jednotce: GAS START, GAS POSTFLOW, START AMPS, START TIME, CRATER AMPS, CRATER TIME, MAX CURRENT? Je ještě něco nutného pro svařování TIGem nebo je tam naopak něco zbytečného? A ještě se chci zeptat na regulaci proudu. Budu muset udělat nějaký D/A převodník a myslíte, že stačí proud regulovat skokově po 5A? Je to dostatečně jemné? Předem díky za odpovědi...
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#22 15-01-2008 09:16:47
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Mé první TIGování
Nechce se mi to kreslit a posílat přes admina, proto jen slovně.
Celý svařovací cyklus má průběh:
1, Gas preflow t = 0,5 sec. max, 8 - 10 l/min.
2, I start + t start velikost I start až 180 % z I svař, t start = 0,1 až 0,5 sec
3, Čas poklesu z I start na I svař 0,1 až 0,5 sec
4, I svař + t svař t svař je skutečný čas svařování, neprogramuje se
5, Čas poklesu z I svař na I end zpravidla stejný jako bod 3
6, I end + t end I end cca 50 % I svař, t end 0,2 až 0,5 sec
7, I = 0, Gas postflow až 20 sec
Velmi podobné hodnoty platí jak pro MIG/MAG tak pro TIG.
Editoval jirkati (15-01-2008 09:17:31)
Offline
#23 15-01-2008 12:13:37
Re: Mé první TIGování
U jednodušších a levnějších TIG svářeček se na panelu nastavují jen položky 4 až 7 (jak píše jirkati) a položky 1 až 3 jsou buď nastaveny "natvrdo", nebo se odvozují od nastaveného svářecího proudu (4). To by mohlo ušetřit nějaký čas vývoje, když je ho tak málo.... ![]()
Offline
#24 13-03-2008 06:31:40
- Bohouš
- Člen
- Registrovaný: 15-06-2007
- Příspěvky: 325
Re: Mé první TIGování
Chci se zeptat, jak je to u strojů, kde je nastaven předfuk i dofuk. Dofuk je dlouhý a je aktivován (pokud se nemýlím) po uvolnění tlačítka na hořáku. Když tedy uvolním tlačítko, tak klesne svařovací proud ne nějakou hodnotu, ale plyn ještě ”fouká” z hubice hořáku. Když chceme svařovat dál, může se v tento moment normálně pokračovat? Možná je to blbá otázka, ale myslím to z hlediska, že v tu chvíli je stále ještě aktivní dofuk. Může se hned pokračovat nebo se vždycky musí čekat na ukončení dofuku?
Svářeč (lepič) amatér MMA, MAG, TIG
KS 250R, KITIn 165, Gude 145+HFU 400
Maximal 2005 (MAG); TIG AC/DC 200A P
Plasma Berlan BPS40, autogen
Offline
#25 13-03-2008 07:09:18
Re: Mé první TIGování
Vždy by se mělo počkat až dofuk skončí. Ten dofuk je tam z několika důvodů:
Za prvé slouží k ochlazení wolframové elektrody a to je velmi důležité!
Dále slouží k ochlazení hořáku (proudového kabelu a hlavice), pochopitelně za předpokldau, že se nejedná o vodou chlazený hořák.
A za třetí je nutný k ochraně vlastního svaru - koncového kráteru. Proto by se nemělo čekat jen tak někde, ale měl byste hořák po dobu dofuku držet nad místem ukončení svařování.
Offline
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče