SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

- Index - hlavní stránka
- » MMA svářečky a svařování obalenou elektrodou
- » Tlmivka do invertora
#1 02-03-2026 15:45:20
- Coolbertos
- Člen

- Registrovaný: 02-03-2026
- Příspěvky: 34
Tlmivka do invertora
Zdravím, potreboval by som poradiť s výberom tlmivky do invertora(Sherman digimig 200 hit).
Zváračku používam na MMA 2mm 2,5mm elektródy a 50-100A. Na prázdno ma 65V a je to plný most. Otázka znie akú indukciu zvoliť na tlmivke 12uH alebo 24uH?
12uH tlmivka 200gramov
https://allegro.sk/produkt/tlmivka-fery … d6604cf017
24uH tlmivka 900gramov
https://allegro.sk/produkt/tlmivka-pre- … d6604cf017
Editoval Coolbertos (02-03-2026 15:46:07)
Offline
#2 02-03-2026 17:36:40
- jirkati
- Moderator

- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Tlmivka do invertora
Víš zcela určitě, že daná svářečka s technologií IGBT, se dá vylepšit tlumivkou? Synergické řízení je něco jiného, než "hloupá" svářečka. Pokud máš možnost si někde půjčit cca 10 m svařovacího kabelu tak si z něj udělej "cívku" o průměru cca 250 mm (indukčnost bude cca 24 µH) a zapoj ji třeba do zemnícého kabelu a porovnej chování svářečky na oblouku s "cívkou" a bez ní. Pokud zjistíš nějaké zlepšení (aspoň subjektivní), tak má smysl dvářečku rozvrtat. Přesto si myslím, že vzhledem k synergickým vlastnostem se to nezmění.
Offline
#3 02-03-2026 18:09:31
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
Jirkati: píše že to chce na MMA, nebo že by chtěl nakrmit i MIG/MAG? Jestli ano a zjistí že to je úplně něčím jiným tak asi nebude rád.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
#4 02-03-2026 19:04:30
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
Ďakujem za odpovede.
To jirkati: To vobec neviem v PDF v scheme nie je tlmivka ale co sa týka zvárania nemám vyslovene problémi. Prvu zváračku som mal Gammu 166 od brata ale on chcel niečo na opravu plechov tak mám teraz toto cca polroka.
Časom plánujem vymenit káble za medené ale používam všetko ako prišlo v krabici načo lepšie keď je to na hobby použitie(zváram 1,5roka).
Dosť tažko sa zváralo v mrazoch(bázická na studeno nešla tak hrozivo zapáliť) ale potom nejdem experimentovať zbytočne keď tlmivka nebude mať prínos. Ak to porovnám s gammou 166 tak je to +- rovnaké na to že gamma ma 88V na prázdno.
Fotky ako zvára: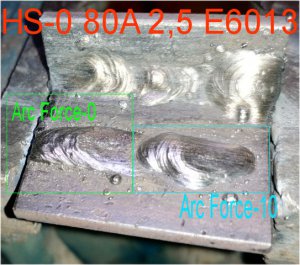 [/url]
[/url]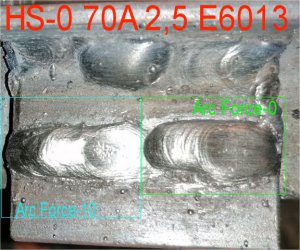 [/url]
[/url] [/url]
[/url] [/url]
[/url] [/url]
[/url]
Offline
#5 02-03-2026 19:12:49
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
To varok: MIG/MAG som ešte neskúšal na CO2. Mám tam Powermat trubičkový drôt 0,8 a zváram tým napr. staré rutilky oklepané do dĺžky na hranu 3,2 450mm na synergiu 60A 1,5V+ korekcia impedancia 0 a som spokojný zatiaľ.
Len to MMA bázické mi občas zhasol oblúk tak som si myslel že tlmivka pomôže ![]() .
.
Offline
#6 02-03-2026 23:26:54

Re: Tlmivka do invertora
často vařím matice k něčemu, různé jednorázové přípravky atd.
Do matice vždy zašroubuji nějaký starší šroub co se mi všude povalují.
Důvod: ochrana závitu...
Likvidace ocelových konstrukcí. Excelentní paliči železa. A nově také dřevorubci.
Plasmy. Přímočaré pily ocasky. Ruční orbitální pila (za studena). Utahováky. Sbíjecí kladiva. Plošiny. Jeřáby.
Vaření obalenou elektrodou (Lorch).
Práce ve vysokých výškách a v hlubokých hloubkách. Práce v jedovatých a výbušných atmosférách. Nic levného.
Offline
#7 03-03-2026 09:32:48
- pafik1605
- Člen

- Místo: matička stověžatá
- Registrovaný: 04-03-2013
- Příspěvky: 3257
Re: Tlmivka do invertora
bourač napsal(a):
často vařím matice k něčemu, různé jednorázové přípravky atd.
Do matice vždy zašroubuji nějaký starší šroub co se mi všude povalují.
Důvod: ochrana závitu...
No, a když to přešvihneš, tak máš v matici zavařenej šroub ..... ![]() . A když jsou matice nebo šroub zinkovaný, tak máš taky problém.
. A když jsou matice nebo šroub zinkovaný, tak máš taky problém.
Závit se dá protáhnout závitníkem, ne?
Offline
#8 03-03-2026 12:11:45
Re: Tlmivka do invertora
dle tvé námitky zkušený svářeč pozná, že jsi nikdy žádnou matici k ničemu nevařil...
ten pomocný šroub brání přilepení kuliček nebo strusky (jsme v MMA)
je potřeba po dokončení housenky jej okamžitě vyndat - oby se neohřál, to by mělo být jasné tobě i bobobobovi ![]()
Likvidace ocelových konstrukcí. Excelentní paliči železa. A nově také dřevorubci.
Plasmy. Přímočaré pily ocasky. Ruční orbitální pila (za studena). Utahováky. Sbíjecí kladiva. Plošiny. Jeřáby.
Vaření obalenou elektrodou (Lorch).
Práce ve vysokých výškách a v hlubokých hloubkách. Práce v jedovatých a výbušných atmosférách. Nic levného.
Offline
#9 03-03-2026 12:45:35
- ZDENÁL
- Člen
- Registrovaný: 03-01-2009
- Příspěvky: 1829
Re: Tlmivka do invertora
Do metody mig/mag bych v žádném případě nezasahoval. Pokud chceš vylepšit svařování elektrodou, tak stačí ta menší tlumivka. Zlepšení bude výrazné. Napřed si zjisti, zdali tam tlumivka už není, to by ti moc nepomohla.
Offline
#10 03-03-2026 13:29:25
- pafik1605
- Člen
- Místo: matička stověžatá
- Registrovaný: 04-03-2013
- Příspěvky: 3257
Re: Tlmivka do invertora
bourač napsal(a):
dle tvé námitky zkušený svářeč pozná, že jsi nikdy žádnou matici k ničemu nevařil...
ten pomocný šroub brání přilepení kuliček nebo strusky (jsme v MMA)
je potřeba po dokončení housenky jej okamžitě vyndat - oby se neohřál, to by mělo být jasné tobě i bobobobovi
Vařil, ale preferuju MAG nebo TIG.
Offline
#11 03-03-2026 13:48:57
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
to bourač: Na to som prišiel veľmy rýchlo ak maticu vnútorne neochránim tak guličky alebo struska závit zlikviduje. Vyriešil som to tak že som vreckovku papierovú zroloval do guličky a natlačil do závitu(papier velmy rychlo po dozvarani vyhorel ale závit ochranil ok) po novom to robím tak že mám hlinu na keramiku v plastickej forme nefiltrovanú vytvarujem guľôčku a už to po dovarení nesmrdí ako papier. Ale v tomto prípade nešlo o závit pojde tam vrut do dreva. Inač by som si dával väčší pozor aj pri zvárani lebo by som potreboval závitník ak by zvar zasahoval do závitu. [/url]
[/url]
Offline
#12 03-03-2026 14:40:27
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
to ZDENÁL: Tlmivka tam učite nebude lebo by zasahovala aj do MIG/MAG zvárania. V predu je kábel na MIG/MAG prepojenie + na CO2 a - na fluxcore drát. V MIG/MAG je možnosť nastavovať indukciu -10 +10 ale to bude digitálne riadenie lebo tlmivka by bola pasívna súčasť. Tak nakoniec by som do toho aj šiel ked to pomôže. Spravím to externe na krabičku, takže ju pôjde odpojiť pri MIG/MAG. Zváral som v poslednej dobe v mraze čo by sa nemalo ale mal som problem bazickú EB-121 2mm na 60A naštartovat ak horela už to bolo ok na 70-80A išla lepšie zapáliť. Napríklad taka 2,5ka EB-121 mi zhasla počas varenia a to mi neprišlo že by som oddialil elektrodu. Na gamme 166 som varil lis na ovocie 5T a síce nemrzlo vtedy na jeseň ale zhasla len vtedy ak som mal vyrazny schod a preváral koreň.
Offline
#13 03-03-2026 17:42:32
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
No někdy bývá tlumivka i klasická uvnitř, ale je umění to dobře vypočítat aby plnila funkci. Elektronická tlumivka nějak ovlivňuje dynamiku oblouku, ale vysvětlení nechám na místních odbornících.
Ale jak psali jiní, raději bych kouknul dovnitř, třeba tam bude a stačilo by ji vyměnit za jinou.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
#14 06-03-2026 16:31:18
- Famater
- Člen
- Místo: Hradec Králové
- Registrovaný: 24-01-2012
- Příspěvky: 5068
Re: Tlmivka do invertora
Stále dokola se objevují příspěvky na téma zapalování, zhasínání oblouku atd. Proto tady těch pár řádek ve kterých se pokusím něco z toho ojasnit.
Tady se směšuje několik různých věcí
1. Zapalování a udržení oblouku při malých proudech
2. Zapalování bazických nebo rutilových elektrod
3. Zhasínání oblouku bazických elektrod při malých proudech
K problému prvnímu: Obecně při zapalování oblouku je důležité, aby po zkratu škrtnutím elektrody se rychle obnovilo napětí, Protože je řízení svařovacího proudu regulací PWM, dochází při malých proudech k velkému zvlnění. V obou těchto případech tlumivka o indukčnosti 13-20míH může i dost výrazně pomoci.
ad.2. Bazické elektrody mají obal nevodivý, zatímco elektrody rutilové vodivý teda elektricky. U bazických elektrod se vytváří na konci hluboký kráter z nevodivého obalu. Navíc je pro bazické elektrody vhodné vyšší napětí naprázdno, ale zapalují slušně i při 60V. Pokud se bazická elektroda zapaluje poprvé, je na konci vodivá vrstva, která zapálení usnadní. Opakované zapálení je obtížnější. V tomto případě opravdu pomůže ten fór s pilinami.
ad.3
Nejdříve je potřeba se podívat na tato videa:
https://www.youtube.com/watch?v=4e-pVH9H4os
https://www.youtube.com/watch?v=C3zdcqDuotI
Na nich je ukázán detailně rozdíl v přenosu kovu u elektrody rutilové a bazické. Je krásně vidět jak u elektrody bazické dochází ke zkratu kapkou kovu, zatímco u rutilové je přenos drobnými kapkami, tj. bez vzniku zkratu. Aby invertor svařoval dobře bazickými, musí mít vhodnou dynamickou charakteristiku. Tj při vzniku zkratu, musí skokově zvýšit proud aby se kapka „odpálila“ a oblouk nezhasl. Tlumivka o indukčnosti 13-20míH na to nemůže dát tolik energie. Na to by musela být tlumivka v řádu jednotek mH. Pak by invertor byla bedna 30kg. Proto se to řeší funkcí ARC Force. Tato funkce při poklesu napětí na svorkách invertoru (myslím fronius TP1500 na 4,5V)okamžitě skokově zvýší proud. po zvýšení napětí přejde do normálního režimu. Tato funkce nahrazuje veliké indukčnosti, jaké jsou u točivých strojů, nebo řízených usměrňovačů. Někdy se uvádí, že tato funkce má sloužit ke stabilizaci výkonu oblouku. Viděl jsem video, kde byl měřen proud ve vztahu k napětí u KItina a tam se proud plynule zvyšoval už od cca 12V. Tu není skokový nárůst proudu až při malém napětí, které vznike při kapkovém zkratu. To asi vysvětluje.zkušenosti s Kitinem: vaříš vaříš a najednou konec.
TP1500, KITin 170LA, JLT250 ACDC,vodní chlazení vl. výroby, hořák SR18, Binzel SR26 s pot., Plasma CUT55, autogen PB-kyslík
Křemíková 3fáz 200A vl. konstrukce
Offline
#15 06-03-2026 17:27:40
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
Famatere, ono je to asi marné. Tazatel se nejdříve ptá na metodu obalované elektrody, tedy MMA a taky to sem zařadí. Poté začne psát o metodě FCAW? Tedy o svařování trubičkovým drátem atd. Co jsem viděl pár levných invertorů typu Asist, nějaké neznámé značky, už ani nevím, tak skoro všechny měly problém zapálit oblouk. U toho Asista jsme kdysi naměřili na prázdno dokonce jen něco málo přes 50V, tak se špatnému zapalování ani nešlo divit. Pokud se už podařilo nějak zapálit i basickou elektrodu, oblouk hrozně houpal, jestli to tak lze nazvat a bylo těžké s tím vůbec něco zavařit. Připomínalo mi to jako když dáte basickou elektrodu na - pól svářečky. Nevím jak dnes, ale předtím basické na - pol jely hodně špatně. Co mám vyzkoušeno tak basická jde slušně zapálit asi kolem 65V, možná i méně jak píšete. Ale to už musí být mašina trošku vyladěná, ne krám za 1500,- Kč někde v OBI apod.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
#16 06-03-2026 22:02:24
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
To Famater: Veľmy pekne ďakujem za tvoj čas pre objasnenie zapaľovania a celkovo priebehu zvárania. Dneska som u brata zváral bránu a na niečo použil bázickú 2mm eb-121 a na 60-65A som mal na gamme 166 bez hot startu problém udržať naštartovanú elektródu. Pri 70A už to bolo jednoduchšie a elektróda nezhasínala ani pri oddialení oblúka. Samozrejme pri bázickej zaleží či je dobre vysušená, očistený povrch, komfortná poloha zvárača atp. ARC Force funkciu vyskúšam ak má pomôct ale bál som sa aby neprepalovala materiál. Vo videách na nete arc force v porovnaní AF-0 vs AF-10 pridával ako keby prúd na viac. Ak budem mať tlmivku urobím test na 2mm plechu a 2mm eb-121 na 60A test. Zatiaľ otestujem na 2mm plechu 2mm eb-121 ako sa bude chovať pri 60A ARC force 0, 5 a 10.
Offline
#17 06-03-2026 22:25:05
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
To varok: Nerozumiem co je marné na tom že som ti odpovedal na tvoj príspevok ako slušnosť káže "nebo že by chtěl nakrmit i MIG/MAG?". Odpovedal som akú mám skúsenosť s MIG/MAG myslím dostatočne. Netuším ako a či vôbec je tlmivka potrebná pri MIG/MAG.Podľa obrázku sa o akú metódu jedná?
Offline
#18 07-03-2026 07:27:46
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Tlmivka do invertora
Páni svářeči a svářečští kutilové, pokud chcete zabřednout do docela složité teorie a praxe kolem hoření jakéhokoliv elektrického oblouku, včetně oblasti svařování, tak vás musím, ač nerad, upozornit, že to není nic jednoduchého. A i když to zúžím jen na naše svařování, tak se to moc nezjednoduší. Nejčastější svařovací procesy MMA, MIG/MAG a TIG jsou procesy vysoce dynamické, tedy vysoce proměnlivé v čase a ještě v závislosti na prostředí. Jen pro představu - při robotizovaném svařování svářečkami Fronius (TPS) metodou MIG/MAG se reálně nastavuje 16 svařovacích parametrů!
Jedním z mnoha svařovacích parametrů, který se výrazně podílí na hoření svařovacího oblouku u všech svařovacích metod, je nastavení tlumivky. Ta má totiž rozhodující podíl na skutečném průběhu svařovacího proudu v jednotlivých fázích procesu. Je nutné si uvědomit, co všechno se děje od okamžiku zapálení oblouku až po jeho ukončení. Uplatní se tam celá řada fyzikálních zákonů. A tlumivka je jednou z možností, jak případné "konflikty" utlumit. Z toho plyne i poučení, že se tento prvek v nějaké podobě uplatňuje ve všech obloukových svařovacích metodách.
Moderní svářečky mají často možnost nastavení elektronické tlumivky. To není nic jiného, než "modelování" průběhu svařovacího proudu elektronickým způsobem v reálném čase.
Offline
#19 07-03-2026 08:10:01
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
Coolbertos napsal(a):
To varok: Nerozumiem co je marné na tom že som ti odpovedal na tvoj príspevok ako slušnosť káže "nebo že by chtěl nakrmit i MIG/MAG?". Odpovedal som akú mám skúsenosť s MIG/MAG myslím dostatočne. Netuším ako a či vôbec je tlmivka potrebná pri MIG/MAG.Podľa obrázku sa o akú metódu jedná?
http://www.svarforum.cz/forum/uploads/t … onavar.jpg
No ptal jste se na obalovanou elektrodu a potom jste najednou začal psát o trubičkovém drátu. Ale vyzkoušejte sám. Jak píše pan Jirkati, není to tak úplně jednoduché jak se může zdát. Někdy tlumivka dokáže pomoci, jindy je spíše na škodu.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
#20 08-03-2026 15:00:28
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
to jirkati: A to je dôvod prečo sa ako amatér venujem MMA. Je to jednoduchšie nastaviť prúd, poprípade HS, AF a jednou rukou pridržať, druhou zabodovať potom doklepaním zarovnať pribodovať a zavariť. Ak mi tlmivka pômože budem veľmy rád ak nie prispôsobím sa veď život ide ďalej pohoda.
Offline
#21 08-03-2026 15:21:13
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
to varok: Veď som len chcel objasniť že MIG/MAG na CO2 ma netrápi. To ako je prehrešok zmieniť akú mám skúsenosť aspoň s FLUXCORE drátom? Ak potrebujem M3 a M5 maticu privariť tak trubičkový drát je pre mňa spása proste jasná voľba spokojenosť 100%. Variť M3 matku 2mm rutilkou je čistá tragédia za mňa nech sa snažím akokoľvek. 
Offline
#22 08-03-2026 15:59:13
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
Prikladám test bázickej 2mm elektródy na prerezanóm profile 30x30x2mm. Dosť ťažko sa zapaloval oblúk pri 60A a hot start bol vypnutý. Začal som z ľava do prava a nečakal na vychladnutie čo malo vpliv na prepálenie ale dalšiu husenicu som príliš rýchlo ťahal tak aspoň ukážka ako to varí bez tlmivky.


Offline
#23 08-03-2026 16:23:26
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
No jekl 2mm už je docela tenký, ale dá se. Ono na to má i vliv délka oblouku, nenatahujete ho moc? Zkuste pár svárů a elektrodu jakoby neustále tlačit do lázně, pokud svářečka dokáže udržet oblouk. ARC Force zkuste nejdříve nechat na 0. Nejlepší se mi zdají asi sváry napravo, ten prostřední. Nebo zkuste zapnout Hot Start ale jen na mžik, třeba 1 vteřinu jestli to jde nastavovat takhle, ale uberte si ještě proudu třeba na 50A. 2mm elda by to ještě mohla utáhnout. U tak tenkého materiálu už chce asi jet trošku rychleji, nezdržovat se moc dlouho na místě.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
#24 08-03-2026 16:51:45
- Coolbertos
- Člen
- Registrovaný: 02-03-2026
- Příspěvky: 34
Re: Tlmivka do invertora
to varok: Áno je to tak naťahujem ho snažím sa ho držím udržať vo vzialenosti možno aj preto ho občas stratím oblúk. Ak to nemá vpliv na prepálenie kľudne vyskúšam ho priblížiť viac k materiálu. Hot start sa nastavuje v rozmedzí 0-10 a či to nastavuje čas aj prúd zúbežne to som nezistil ale pri hodnote 5 je to veľmy podobné hot startu ako ma gamma 166 viac som ani neskúšal a viem že hot start pri nízkych prúdoch pômože veľmy. Tu mi šlo len o takú skúšku ako sa to chová. Ale ďakujem pekne za odpoveď výskúšam 50A aj HS 3-5 AF-5 ako sa to bude chovať.
Offline
#25 08-03-2026 16:58:29
- varok
- Člen
- Místo: Havířov
- Registrovaný: 20-11-2009
- Příspěvky: 9019
Re: Tlmivka do invertora
Právě že je to přesně naopak než asi myslíte. Čím více budete natahovat oblouk- větší vzdálenost konce elektrody od materiálu, tím snáz ten tenký materiál propálíte. U tlustších materiálů, řekněme od 5-6mm to ani tak moc nevadí, ale u tenších je potřeba držet oblouk opravdu co nejkratší. Zkuste a uvidíte.
Omicron GAMA 1900L HF, Omicron GAMASTAR 176L, kukla BOHLER Guardian 62
Offline
- Index - hlavní stránka
- » MMA svářečky a svařování obalenou elektrodou
- » Tlmivka do invertora
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče