SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

#51 29-03-2021 20:26:57
- rcp
- Člen
- Registrovaný: 28-08-2010
- Příspěvky: 3354
Re: Kontaminácia koreňa zvaru-nerez
clovek sa uci na vlastnych chybach - cim vyssia financna strata, tym bude tato "facka od zivota" vychovnejsia...................................
nic ine sa k tomu neda povedat - podobne prasarny sa zvykli robit napr. na COV-kach, ale uz sa od toho ustupuje aj tam (minimalne formovacia pasta, napr. SOLAR FLUX)
uz aj normalnejsi garazmajster riesi formovanie korena
ale nie len koren, ale napr. aj tie zvary na prirubach su otrasne
to potrubara ani nevidelo, na fotke cislo jedna je zvar nakydany na dosadacej ploche priruby????????????????
ako chce taky prirubovy spoj utesnit?
takto nejak si to predstavujem
Editoval rcp (29-03-2021 20:35:33)
Offline
#52 29-03-2021 21:23:12

Re: Kontaminácia koreňa zvaru-nerez
nebuď hnidopich ![]() na ČOVkách nějaký lejno bokem nevadí a dávaj tlustý těsnění...
na ČOVkách nějaký lejno bokem nevadí a dávaj tlustý těsnění...
koukám na ty fotky - to je tedy prasárna. Než s někým navážu spolupráci přece si ho proklepnu ne?
Zdá se že šlo zakázku malého rozsahu, no na to se blbě shání zhotovitel.
Toto bych odmítl převzít.
Editoval bourač (29-03-2021 21:31:33)
Likvidace ocelových konstrukcí. Excelentní paliči železa. A nově také dřevorubci.
Plasmy. Přímočaré pily ocasky. Ruční orbitální pila (za studena). Utahováky. Sbíjecí kladiva. Plošiny. Jeřáby.
Vaření obalenou elektrodou (Lorch).
Práce ve vysokých výškách a v hlubokých hloubkách. Práce v jedovatých a výbušných atmosférách. Nic levného.
Offline
#53 30-03-2021 12:10:45
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Děkuji za komentáře.
Bohužel do Maďarska se to zadalo kvůli termínu - tou dobou jsme v Republice nenašli firmu která by na tom začala pracovat dříve jak za půl roku (navíc samotná výroba trvala několik měsíců).
Potrubí je dohromady cca 40m a je pouze součástí celé zakázky, která obsahuje ještě 4x 5kubíkové nerezové nádrže včetně nosných konstrukcí, elektro rozvodů, míchadel, atd.... dohromady zakázka za několik milionů.
Naneštěstí ve smlouvě jsme nespecifikovali kvalitu svarů na potrubí, takže otázka:
Odpovídají cca 2-5mm výkvěty v kořenech svarů uvnitř potrubí standardu EN ISO 5817/D?
Offline
#54 30-03-2021 15:47:01
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Nejvíc nás samozřejmě trápí svary uvnitř potrubí, jelikož pokud se bude ten "kořen" uvolňovat může to kontaminovat přepravovanou látku.
Našel jsem jednu tabulku: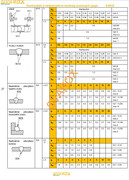
Pokud tato tabulka odpovídá a správně to chápu tak se jedná o chybu svaru 504 (Nadměrné převýšení kořene). I kdybychom brali tu nejhorší jakost svaru (D), která by měla být dodržena (i kdybychom jakost nespecifikovali), mohlo by být nadměrné převýšení kořene max 2,2mm u tloušťky tupého svaru 2mm. Je to tak?
Offline
#55 30-03-2021 16:16:49

Re: Kontaminácia koreňa zvaru-nerez
Tomáš Junek napsal(a):
Pokud tato tabulka odpovídá a správně to chápu tak se jedná o chybu svaru 504 (Nadměrné převýšení kořene). I kdybychom brali tu nejhorší jakost svaru (D), která by měla být dodržena (i kdybychom jakost nespecifikovali), mohlo by být nadměrné převýšení kořene max 2,2mm u tloušťky tupého svaru 2mm. Je to tak?
Je to tak. To však mělo být asi předem vámi zadáno výrobci v jaké kvalitě je požadovaný výrobek nutno provést... My jsme zde v USA ve firmě kde jsem pracoval, měli oddělení výstupní kontroly, kde nebyl vypuštěn výrobek, který neodpovídal kvalitě požadované zákazníkem. Některé firmy, pro které jsme vyráběli, měly své kontrolory přímo u nás ve firmě a průběžně dohlíželi na výrobu, jak na technologii, tak kvalitu.
Offline
#56 30-03-2021 16:24:03
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
A když se nespecifikuje jakost při zadání znamená to, že si zhotovitel bude dělat co chce? Nebo musí dodržet aspoň tu nejhorší třídu jakosti D? Protože dle mého názoru i tuto jakost překonal (v negativním smyslu slova).O to tady jde.
Offline
#57 30-03-2021 17:05:24
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Úplně jsem zapomněl na jednu věc. Když jsme po nich chtěli jejich svářecí postup při sváření potrubí. Jasně řekli, že při sváření potrubí je nevyplňují inertním plynem.
Otázka: Je při sváření nerezové oceli povinnost ochránit kořen svaru inertní atmosférou? Případně pokud ano je to uvedeno v nějaké normě?
Děkuji všem za odpovědi.
Editoval Tomáš Junek (30-03-2021 17:05:41)
Offline
#58 30-03-2021 17:24:51
Re: Kontaminácia koreňa zvaru-nerez
Tomáš Junek napsal(a):
Úplně jsem zapomněl na jednu věc. Když jsme po nich chtěli jejich svářecí postup při sváření potrubí. Jasně řekli, že při sváření potrubí je nevyplňují inertním plynem.
Otázka: Je při sváření nerezové oceli povinnost ochránit kořen svaru inertní atmosférou? Případně pokud ano je to uvedeno v nějaké normě?
Děkuji všem za odpovědi.
Tak já přesně neznám evropské normy, na to by vám zde měl odpovědět někdo znalý, ale pokud jasně řekli, že nechrání kořen potrubí inertním plynem, to bych tedy zvážil, zda toto přijmout. Záleží tedy na požadované kvalitě, ale na nerezovém potrubí bez ochrany kořene? Bavíme se tedy o TIG metodě, že? Pokud elektrodou, tam ochrana kořene být nemusí. Ovšem pro potrubí, kde je vyžadovaná naprostá čistota vnitřku to není vhodná metoda.
Offline
#59 30-03-2021 18:01:57
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Ano bavíme se o metodě TIG.
Bohužel zařízení je už převzaté a nyní řešíme reklamaci. Dodávka zařízení byla včetně montáže tak jsme na to nepřišli dříve. Na tyto problémy s kořeny svarů jsme přišli jen náhodou, jelikož praskl jeden ze svarů na přírubě a část potrubí jsme museli demontovat a následně při pohledu dovnitř jsme našli oxidační výkvěty - jestli to tak správně nazývám.
A právě se jedná o to zda-li my jako zadavatel jsme jim při zadání měli přesně specifikovat jak to mají vařit, že mají použít inertní plyn, atd.....
Editoval Tomáš Junek (30-03-2021 18:07:06)
Offline
#60 30-03-2021 18:59:38
- jirkati
- Moderator

- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Kontaminácia koreňa zvaru-nerez
Znovu - vy, jako zadavatel, jste měli definovat ve smlouvě všechny podmínky pro dodání zakázky. Pravdou je, že solidní firma při svařování metodou TIG kořen běžně chrání proti oxidaci vzdušným kyslíkem. Jenže je to potom o spotřebu Ar a s tím související věci (pořízení a doprava Ar, zhotovení případných přípravků pro utěsnění svařovaného prostoru a jejich montáž, atd,) dražší. Pokud jste kořenovou stranu svárů nedefinovali, použil dodavatel tu nejlevnější variantu se všemi důsledky pro provedení svárů jako jsou oxidy, propadliny a další prasárny. Co je psáno, to je dáno. Sice můžete reklamovat, při neuznání reklamace to tlačit k arbitráži, ale výsledek vás nepotěší.
Offline
#61 30-03-2021 20:36:52
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
V prvé řadě velice děkuji za všechny příspěvky a názory. Velice jste mi pomohli ať tak či onak.
Co se týče ceny za Ar, utěsnění, více prací, atd... - s ohledem na to, že se jednalo o zakázku v řádech milionů, tak tyto 1 000 - 10 000Kč položky jsou zanedbatelné (klidně se mohli do rozpočtu zadat a nikdo by je nezpochybňoval), spíše bych to viděl na neprofesionalitu zhotovitele, který to ať úmyslně či neúmyslně zanedbal již při nabídce. Nicméně souhlasím, že částečně jsme na vině také, že jsme nespecifikovali jaké ty svary mají být, přestože jsme vůbec netušili, že něco takového musíme specifikovat. Bohužel neznalost neomlouvá.
Ještě pár dotazů:
Jak tzv. solidní firma ví o tom, že nerezové potrubí se má vevnitř foukat inertním plynem? Dokážete mi prosím někdo říct kde bych toto pravidlo našel vypsané? Je toto v nějakých normách, nebo to je snad nějaké nepsané pravidlo předávané mezi svářeči z pokolení na pokolení? Je ochrana kořene proti oxidaci vzdušným kyslíkem bráno jako vyšší třída jakosti (D,C,B)? Existuje nižší třída jakosti, jak třída D, která by se mohla v průmyslu používat?
Děkuji.
Editoval Tomáš Junek (30-03-2021 20:57:05)
Offline
#62 30-03-2021 20:58:14
- Zeb
- Člen
- Místo: Praha
- Registrovaný: 03-09-2019
- Příspěvky: 43
Re: Kontaminácia koreňa zvaru-nerez
Jde o tlakové potrubí? Píšete, že je to pro potravinářské účely, jak probíhá sanitace potrubí? Párou, nebo CIP/COP? Pokud do tohoto potrubí nějaký nebožák pustí horkou kyselinu, nebo louh, tak musí být sakra dobře pojištěný. Pokud nebyla ve smlouvě specifikována požadovaná kvalita sváru, byl tam alespoň specifikován způsob užití díla? Nebo pokud bylo potrubí součástí CIP jednotky a bylo uvažované používání horkých sanitačních roztoků, musejí být na potrubí a přetlakové/podtlakové ventily. Potrubí by tedy mělo být dimenzováno na stejné tlaky po dobu projektované životnosti zařízení. Tu ale rozhodně s takto provedenými sváry nedosáhne, a to už by šlo přes znalce uhrát.
Offline
#63 30-03-2021 21:16:52
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Potrubí by mělo sloužit k přepravě směsi drahých kovů a demineralizované vody na nástřik katalyzátorových voštin v automobilovém průmyslu. Proto poměrně velké obavy z uvolňování čehokoliv do směsi. Nejedná se o tlakové potrubí (okolo 0,2 - 0,4 bar). Sanitace se bude provádět pouze vodou pokojové teploty. Ano o užití díla zhotovitel věděl.
Offline
#64 30-03-2021 21:31:42
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Kontaminácia koreňa zvaru-nerez
Zkuste si pročíst jednu diplomku na dané téma. Určitě vás bude zajímat hlavně sekundární ochrana sváru.
https://dspace.cvut.cz/bitstream/handle … sAllowed=y
Offline
#65 30-03-2021 21:47:17
- rcp
- Člen
- Registrovaný: 28-08-2010
- Příspěvky: 3354
Re: Kontaminácia koreňa zvaru-nerez
udivuje ma este jedna vec - ako sa cez sofistikovany a genialny system vzdelavania, skusania, kontroly a evidencie zvaracov a zvarov (rozne certifikaty, WPS, WPQR, .......) dostane podobny vyrobok? hladko, plynule a bez moznosti reklamacie?
ak by to prislo z ciny alebo indie, tak sa necudujem - ale ved ceska republika aj madarsko su stale v sofistikovanej a genitalnej EU?
Currently (2018), EWF (European Federation for Welding, Joining and Cutting) has members from 28 European countries and two observer members from outside Europe, represented by their national welding societies: Austria, Belgium, Bulgaria, Croatia, Czech Republic, Denmark, Finland, France, Germany, Greece, Hungary, Iran, Italy, Luxembourg, Netherlands, Norway, Poland, Portugal, Romania, Serbia, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey, Ukraine and the United Kingdom, as well as Kazakhstan and the Russian Federation.[2]
ved aj posledny zvarac (resp. adept na zvaracske remeslo) vo zvaracskej skole fuka do nerezovej trubky argon, alebo formovaci plyn!
alebo?????...........
Editoval rcp (30-03-2021 21:55:38)
Offline
#66 30-03-2021 23:04:14
- jirkati
- Moderator
- Místo: Liberec
- Registrovaný: 07-12-2007
- Příspěvky: 4673
Re: Kontaminácia koreňa zvaru-nerez
rcp - máš pravdu v tom, že v EU existuje prakticky jednotný systém svářečských zkoušek. Dokonce existuje jednotný systém vzdělávání vyššího svářečského personálu. Jenže co je to platné, když se firmy z chudších států snaží urvat co nejvyšší zisk i za cenu odfláknutí práce. A právě tomu má zabránit smluvní ošetření všeho, co se týká svařování, až do nejmenších detailů.
Byl jsem účasten mnoha jednání s potenciálními zákazníky v případě, že se v zakázce vyskytovalo svařování. Snad nejhorší byli zákazníci z Francie, kteří si mysleli, že tu žijeme na stromech a oni jsou ti, kdo nás spasí svými kšefty a ještě na nás vydělají. Obvykle jsem je velice rychle vyvedl z omylu, protože jsem dokázal rozpoznat jejich ukryté chytáky na následné dramatické snižování ceny při sebemenším nedostatku v odevzdávané zakázce. Mnohem solidnější jsou německé a švedské firmy, které zpravidla velice přesně určí, co opravdu požadují a svařování si nadefinují jednak normami, ale i vlastními specifickými požadavky nad rámec norem. Proč ne, když pak spolehlivě a včas zaplatí.
Z toho se dá říci, že problém není v systému svařování, ale v lidech a v jejich nenažranosti. K tomu typicky česká (slovenská) snaha šetřit na nákladech a už to jede.
Offline
#67 31-03-2021 00:23:01
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
jirkati děkuji za poučné čtení - podstatně mi to rozšířilo obzory o svařování metodou TIG.
Právě jsem tak trochu doufal, že evropské jednotné normy a zkoušky by zákazníka měli ochránit před podobnými firmami a nekvalitní prací ať z Česka nebo ze zahraničí.
U nás to nebyl ani tak problém peněz jako neznalosti - kdyby za námi zhotovitel přišel a řekl když chcete tohle, tak se musí tohle, ale bude to dražší tak s tím nemáme problém. To se ale nestalo.
Offline
#68 31-03-2021 02:17:40
Re: Kontaminácia koreňa zvaru-nerez
Tomáš Junek napsal(a):
Potrubí by mělo sloužit k přepravě směsi drahých kovů a demineralizované vody na nástřik katalyzátorových voštin v automobilovém průmyslu. Proto poměrně velké obavy z uvolňování čehokoliv do směsi. Nejedná se o tlakové potrubí (okolo 0,2 - 0,4 bar). Sanitace se bude provádět pouze vodou pokojové teploty. Ano o užití díla zhotovitel věděl.
Z toho nerez potrubí, svařeného bez ochrany kořene, kde došlo na 100% k silné oxidaci, by se pouze demi-vodou nic chemicky uvolňovat nemělo. Horší by to bylo pokud se jedná o chemické roztoky, kyseliny atd.. Mechanicky se mohou uvolnit nějaké okuje, převážně oxidy chromu, niklu a železa. Ten provařený(propadlý) kořen bude vadit mírně průtoku (turbulence kolem převýšení a mírné omezení průtoku), jinak by to vadit nemělo.
Offline
#69 31-03-2021 02:42:41
Re: Kontaminácia koreňa zvaru-nerez
dík za doplnění informací - účel zařízení a rozsah zakázky.
Při představě smluvního vztahu s hlavním investorem (objednávajícím) tuším vážný prúšvih.
Maďarsko je vyspělá země, zkusil bych věc v klidu a míru řešit prostřednictvím maďara.
Maďar je prase ale chybu jsem udělal já.
Rozřezat, předělat (s argonem). Dobrý ponaučení pro všechny tři strany.
Jiná cesta není. Nebo je - firmy vznikají a zanikají. ![]()
Franku asi by to vadilo ![]() Platina se bude usazovat v těch svárech. Většina produktu se neusadí v té keramice nýbrž ve trubkách.
Platina se bude usazovat v těch svárech. Většina produktu se neusadí v té keramice nýbrž ve trubkách.
Už sem u takové akce byl - vykuchat staré vyřazené potrubí z firmy která chemickou cestou pracuje se zlatem.
Rozebrat na menší kusy které se vejdou do nějaké lázně - aby se zbytky dotěžily. Metodu zvolit tak aby ztráty byly co nejmenší.
Vědom si rizik nabídl jsem cenu za kterou jsem to nevyhrál. ![]()
Editoval bourač (31-03-2021 02:48:36)
Likvidace ocelových konstrukcí. Excelentní paliči železa. A nově také dřevorubci.
Plasmy. Přímočaré pily ocasky. Ruční orbitální pila (za studena). Utahováky. Sbíjecí kladiva. Plošiny. Jeřáby.
Vaření obalenou elektrodou (Lorch).
Práce ve vysokých výškách a v hlubokých hloubkách. Práce v jedovatých a výbušných atmosférách. Nic levného.
Offline
#70 31-03-2021 03:07:16
Re: Kontaminácia koreňa zvaru-nerez
bourač napsal(a):
Franku asi by to vadilo
Platina se bude usazovat v těch svárech. Většina produktu se neusadí v té keramice nýbrž ve trubkách.
Už sem u takové akce byl - vykuchat staré vyřazené potrubí z firmy která chemickou cestou pracuje se zlatem.
Rozebrat na menší kusy které se vejdou do nějaké lázně - aby se zbytky dotěžily. Metodu zvolit tak aby ztráty byly co nejmenší.
Vědom si rizik nabídl jsem cenu za kterou jsem to nevyhrál.
Záleží jaký vzácný kov a v jaké formě tam bude. Pokud v roztoku, tak tedy by problém být mohl. Neznám detaily. No jo, ale není mnoho kyselin, které tvoří s platinou, zlatem a já nevím, třeba iridiem roztok... Nebo budou použity kyanidy, kdo ví.. Potom by mohl být problém i s korozí samotného potrubí, atd... To jsou jen úvahy,potřeba znát přesně co v potrubí bude a v jaké formě.
Co se týče toho zlata - to se dá velmi rychle vytěžit rtutí. Rozpustí se ve rtuti a potom se rtuť oddestiluje a zůstane čisté zlato... ![]()
Editoval Frank (31-03-2021 03:14:23)
Offline
#71 31-03-2021 03:49:31
- Radim
- Člen
- Místo: Severní Morava
- Registrovaný: 17-12-2008
- Příspěvky: 4778
Re: Kontaminácia koreňa zvaru-nerez
No, nevím. Jedná se o speciální technologii, ve které jsou velké peníze a kde nejspíš jsou taky na to potrubí úplně speciální požadavky. Ty do té smlouvy na zhotovení potrubí měly jednoznačně jít. Při zprovozňování zařízení se asi provádějí nějaké speciální postupy, budou tam asi nějaká speciální činidla, kterými se za předepsaných podmínek bude ti potrubí čistit od předpokládaných výrobních nečistot a kterými na na povrchu té nerezi vytvoří nějaký definovaný pro tuto technologii vhodný povrch. A dá se čekat, že provozovatel má k dispozici velmi přesné analytické přístroje, kterými dokáže změřit, jak moc se materiál těch trubek, chrom, nikl a železo objeví v hmotě toho katalyzátoru. A že určitá koncentrace některého z těch prvků může být pro účinnost vyrobeného katalyzátoru kritická.
Já bych to viděl na opatrný dotaz na zadavatele, jestli takhle vyrobené to potrubí může být a jestli takhle může úspěšně projít zprovozněním a pro jistotu současně vyjednávat někde u někoho výrobu nového potrubí.
Jinak co se týká demi vody, z praxe vím, že její netečnost je všelijaká. Problém je právě v čistotě demi vody neboli v tom, že je zbavena prakticky všech rozpuštěných látek. V některých případech, kdy v běžné vodě se na povrchu oceli pasivovaný povrch vytváří, demi voda naopak ten pasivovaný povlak na povrchu rozpouští a tím dochází v demi vodě k podstatně rychlejšímu koroznímu úbytku než v běžné vodě. Ale asi se to moc dopředu nedá stanovit, musí se to vyzkoušet v praxi. Ale taková možnost rychlého ubývání kovu v demi vodě prostě je.
Editoval Radim (31-03-2021 03:55:30)
Offline
#72 31-03-2021 06:45:59
- rcp
- Člen
- Registrovaný: 28-08-2010
- Příspěvky: 3354
Re: Kontaminácia koreňa zvaru-nerez
neviem, co presne v tomto pripade znamena demi-voda
co mame skusenosti, tak silne demineralizovana voda (farmacia) prave naopak z kovu zacne vytahovat (ako pise Radim)- mame skusenost z minulosti, ked zvarac omylom pouzil namiesto drotu 316, "len" 308 a demineralizovana voda ("hladova voda", "mrtva voda") cca po 1/2 roku zacala zvar vo vnutri nadrze "demontovat"
okrem pouziteho pridavneho materialu bol inak zvar v poriadku - ziadne zverstva, ako tu na fotografiach
cela nadrz bola z materialu 316L (1.4404)
Editoval rcp (31-03-2021 06:50:13)
Offline
#73 31-03-2021 09:10:51
- Zeb
- Člen
- Místo: Praha
- Registrovaný: 03-09-2019
- Příspěvky: 43
Re: Kontaminácia koreňa zvaru-nerez
Asi bych zašel za firemním technologem, zda je výrobek jako celek provozuschopný - kavitace v potrubí, možnost kontaminace materiálu z okují... Pokud potvrdí, že to je průšvih, zkusil bych Maďara konfrontovat s tím, že dodané zařízení je k požadovanému účelu nepoužitelné a zhotovitel věděl, k jakému účelu bude zařízení sloužit a měl ho k tomuto účelu vyrobit. Pokud by zhotovitel měl reference a doložil zkušenosti s podobnými dodávkami do porovnatelných provozů, měl by i sám vědět, jak mají sváry vypadat. K ochraně kořene se dá použít i pasta, která sice není ideální, ale výsledek s ní by i tak vypadal lépe, takže pokud deklarovali, že nefoukají,mohli mazat.
No a pokud to nevyjde, nebo to bude (a to asi bude) na uherské roky, tak nejlepší řešení navrhuje Bourač. Vyřezat, nahradit, předělat.
Editoval Zeb (31-03-2021 12:18:53)
Offline
#74 31-03-2021 12:19:57
Re: Kontaminácia koreňa zvaru-nerez
rcp napsal(a):
neviem, co presne v tomto pripade znamena demi-voda
co mame skusenosti, tak silne demineralizovana voda (farmacia) prave naopak z kovu zacne vytahovat (ako pise Radim)- mame skusenost z minulosti, ked zvarac omylom pouzil namiesto drotu 316, "len" 308 a demineralizovana voda ("hladova voda", "mrtva voda") cca po 1/2 roku zacala zvar vo vnutri nadrze "demontovat"
Demi-voda je voda zbavená minerálů, čistota téměř jako destilovaná voda. Taková voda se používá všude, kde stopové množství v normální pitné vodě může ovlivnit prostředí, atd. Je zbavená především vápenatých a jiných minerálů, které způsobují zanášení a usazování vápence a jiných pevných vrstev v zařízeních, které mohou mít negativní vliv na jejich chod a životnost. Tvrdé úsady mohou způsobovat snížení průtoku kapaliny, snížení schopnosti přenášet tepelnou energii, přidření lopatek vodních čerpadel apod. V žádném případě nemá sama o sobě vliv na zvýšenou korozivní schopnost, spíše naopak, neboť neobsahuje zejména chloridy(běžné v pitné vodě), které jsou největším původem koroze nerez potrubí.
Všude, kde se vyskytnou chloridové (nebo fluoridové) ionty s obsahem vyšším než 0,05% bude docházet ke korozi běžných nerez ocelí typu AISI 301 - 304. Trochu odolnější bude AISI 316 a všechny s vyšším procentem molybdenu.
https://www.penflex.com/chloride-chlori … selection/
kde přeložím toto:
Odolnost stabilizovaných slitin 321 proti důlkové korozi a trhlinové korozi v přítomnosti chloridového iontu je podobná jako u nerezových ocelí Alloy 304 nebo 304L kvůli podobnému obsahu chrómu. A proto je 100 ppm chloridu ve vodném prostředí považováno za limit pro stabilizované slitiny, zejména pokud jsou přítomny štěrbiny.
U náročnějších podmínek s vyšší úrovní chloridů, nižším pH a / nebo vyššími teplotami je třeba uvažovat o slitinách s Mo (molybdenem), jako je slitina 316. Slitina 316 obsahující slitinu Mo a slitina 316L mohou zpracovávat vodu až s asi 2 000 ppm chloridu.
Editoval Frank (31-03-2021 12:56:15)
Offline
#75 31-03-2021 13:34:37
- Tomáš Junek
- Člen
- Registrovaný: 29-03-2021
- Příspěvky: 10
Re: Kontaminácia koreňa zvaru-nerez
Radim napsal(a):
Já bych to viděl na opatrný dotaz na zadavatele, jestli takhle vyrobené to potrubí může být a jestli takhle může úspěšně projít zprovozněním a pro jistotu současně vyjednávat někde u někoho výrobu nového potrubí.
Jinak co se týká demi vody, z praxe vím, že její netečnost je všelijaká. Problém je právě v čistotě demi vody neboli v tom, že je zbavena prakticky všech rozpuštěných látek. V některých případech, kdy v běžné vodě se na povrchu oceli pasivovaný povrch vytváří, demi voda naopak ten pasivovaný povlak na povrchu rozpouští a tím dochází v demi vodě k podstatně rychlejšímu koroznímu úbytku než v běžné vodě. Ale asi se to moc dopředu nedá stanovit, musí se to vyzkoušet v praxi. Ale taková možnost rychlého ubývání kovu v demi vodě prostě je.
To vše je již zjištěné a poptané. Problém takovéto svary samozřejmě jsou. Poptali jsme lokální firmu, která by toto potrubí zhotovila komplet nové, ale problém je v tom, že se jedná o něco přes 1/4 milionu a my nebo náš zákazník to rozhodně platit nechceme. Proto hledám cokoliv co by nám pomohlo dokázat Maďarům, že udělali chybu a aby se na tom přinejmenším většinově podíleli.
Offline
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče