SVARFORUM.cz - forum o svářečkách a svařováníChcete-li přispívat do fóra, musíte se zaregistrovat ! Navštivte také: SVAR INFO |

|
Nejste přihlášen(a)

#26 24-10-2016 11:44:33
Re: TIG AC frekvence
Možná se zeptám nešikovně, ale sháním informace.
Dá se nějak specifikovat, na jaké maximální tloušťky materiálu je použitelná frekvence 150Hz pro koutový svar, nebo základní svar?
Jde mi o to, jestli tahle frekvence, je dostatečná pro "příležitostné a amaterské" sváření řekněme do 10 mm AL.
Nebo má nějaký zásadní význam si připlatit např. na 250Hz.
Offline
#27 24-10-2016 12:42:00
- Famater
- Člen
- Místo: Hradec Králové
- Registrovaný: 24-01-2012
- Příspěvky: 5068
Re: TIG AC frekvence
Tloušťka materiálu, který je možné svařit závisí na množtví tepla, které je oblouk schopný předat. Tedy výkon- svářecí proud. Proto je důležitý parametr max. svářecí proud a zatižitelnost svářečky při max. proudu. Jak již bylo v minulých příspěvcích uvedeno, vyšší frekvence zvyšuje stabilitu oblouku, jeho soustředěnost, což se uplatní hlavně při koutových svarech. Frekvence rozhodně není ten parametr, který by rozhodoval o tloušťce matariálu, který je schopna svářečka provařit. Hliník má vysokou tepelnou vodivost, proto i při stejně tlustém materiálu bude velikost potřebného proudu hodně záviset i na tom, jak hodně může teplo ze svarové lázně utíkat. Na př. kolik profilů se ve svaru schází.
TP1500, KITin 170LA, JLT250 ACDC,vodní chlazení vl. výroby, hořák SR18, Binzel SR26 s pot., Plasma CUT55, autogen PB-kyslík
Křemíková 3fáz 200A vl. konstrukce
Offline
#28 24-10-2016 14:03:16
Re: TIG AC frekvence
Díky za info.
Přemýšlím o tomhle: Sherman DIGITIG 330 P AC/DC.
Použití bych měl spíš pro svážení na úrovni modelářství (nerez a hliník). Ale protože se věnuji i autům, občas se setkám i s většími věcmi (proto ta verze 330).
Fachowiec Jet Tig umí právě těch 250Hz při téměř stejných parametrech.
Offline
#29 24-10-2016 15:33:07
- m.evil
- Člen

- Registrovaný: 22-10-2007
- Příspěvky: 2125
Re: TIG AC frekvence
Tak ako už Femater napísal , neide ani o tú frekvenciu ako o max. prúd ktorý je schopná zváračka dodať.
U nás v práci máme stroje nastavené na 100 Hz a varili sme aj hrúbky 20 mm .
Maximálny prúd je ale niekde až kolo 450A .
Ešte by som dodal , že pri 315A už potrebuješ vodou chladený horák a k nemu chladiacu jednotku ...
Pri hrúbke 10 mm pôjdeš tou zváračkou doslova na doraz.
Tak tiež potrebuješ pedál pre reguláciu zváracieho prúdu.
Prve centimetre zvaríš v pohode , ale ďalšie sa ti to už začne veľmi taviť a prepadať ...
Prave kvôli tomu to javu musíš priebežne regulovať prúd počas celého zvárania.
Tak tiež potrebuješ filtračnu masku na ochranu dychu ,príp. filtračnú jednotku ku kukle.
Z hliníku ide riadny bordel a bez filtrácie vzduchu by som sa do toho veľmi nepúšťal.
Není to také jednoduché, ako sa na prvý pohľad zdá .
Je treba k tomu dosť príslušenstva okrem samotnej zváračky ....
Offline
#30 24-10-2016 15:56:24
Re: TIG AC frekvence
Vodou chlazený hořák je v ceně a s pedálem a chlazením také počítám.
Zatím právě honím parametry, jestli je vůbec pro mě reálné to všechno pořídit. Investice to není zanedbatelná.
Masku přidám do seznamu.
To že sváření hliníku není jen svářečka, jsem už tady dávno zjistil. :-)
Třeba mi nakonec vyjde, že to nemá cenu a ušetřím.
Offline
#31 24-10-2016 23:15:01

Re: TIG AC frekvence
m.evil, ked pri zvarani hliniku tigom vznika bordel, tak nieco robis zle... mas tam predsa ochrannu argonovu atmosferu a tam nesmie vznikat vobec nic... tam sa hlinik len roztavi, a vychladne.. nic viac.. v zivote som pri zvarani hliniku tigom ochrannu masku nepotreboval.. Ine je, ked zvaras hlinik MIG-om.. tam to dokaze dymit riadne..
Formica FOR mig 169, Kuhtreiber KIT in 1500 HF, ALFA in Pegas 40A Plazma,Welder Fantasy JET TIG III AC/DC 200, Dnipro M SAB 210,Speedglas 9100XX, Kowax KWX820 ARC+, Bomar STG 120, Bezolejový kompresor - HECHT 2089,Ender 5+,13x BIQU B1,Creality K1Max,Creality LD-006,pieskovaci box Lincos 110L, klima Whirlpool PACW12CO, 2KW laserova zvaracka, KOWAX® GeniMig® 355DP LCD5
Offline
#32 25-10-2016 15:49:52
- Jimmys3
- Člen

- Místo: Pardubice
- Registrovaný: 14-11-2013
- Příspěvky: 242
Re: TIG AC frekvence
Souhlas, nemá tam co dýmit, když je materiál řádně připraven a očištěn. Max. při vyšších proudech začíná vznikat určitý množství ozonu. Pro tvé účely se tím nemusíš vůbec zabývat. Stačí klasická stmívačka s patřičným zatmavením, které je pro tig nutné.
WF Jet TIG II 250 AC/DC, Omicron Gama 160
Offline
#33 25-10-2016 23:01:40
- m.evil
- Člen
- Registrovaný: 22-10-2007
- Příspěvky: 2125
Re: TIG AC frekvence
Ja nevravím že to dymí , ale že s toho ide pekný smrad ![]() .
.
MIG áno , ten dymí riadne.
Offline
#34 25-10-2016 23:04:51
- Jimmys3
- Člen
- Místo: Pardubice
- Registrovaný: 14-11-2013
- Příspěvky: 242
Re: TIG AC frekvence
Ale jaký smrad nebo bordel? :-) Umím si to představit, když je někde na hliníku třeba olej od řezání který se odpaří. Pokud je ale vše ošůrováno a odmaštěno, tak se prostě nemá co uvolňovat. Pominu-li tedy ten ozon při vyšších proudech. :-)
WF Jet TIG II 250 AC/DC, Omicron Gama 160
Offline
#35 14-06-2020 15:04:32

Re: TIG AC frekvence
Neviem ci som nasiel spravnu temu ale skusim to dat sem
Rozdiel medzi 50hz vs 250hz
vypichnem: upozornuje ako sa sprava skrabanec.... a vidno aky rozdiel je v prievare...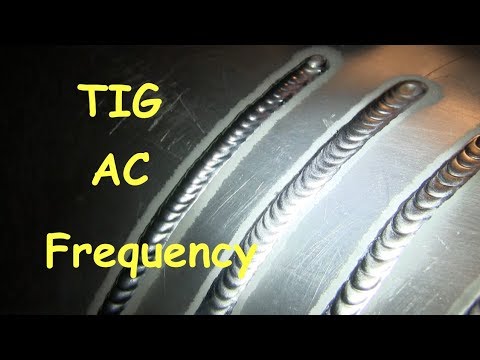
pamatam si ze tu bola aj 2019/2020 taka tema ale nenasiel som .. (zatial)
Ja som sa uz davnejsie chcel opytat Frank-a alebo JardaK ze, ci je to citelny problem ak
napr stroj JET TIG mini ma limit max 100hz a jeho vacsi brat WF JET TIG 200A/250A ma limit 250hz
Ci ten rozdiel 150hz bude chybat....
Respektive kedy je potrebne mat tych 250hz a kedy staci 100hz? (beriem to tak ze vyssia frek. kratsi cas periody)
a teda aj kratsi cas vneseneho tepla co moze byt prinos pri tenkom materiali ale pri hrubom ako ?
Editoval ihlan (21-06-2020 16:17:43)
Link : Stavba kompresora www.bit.ly/2fywe1u Lacne hobby CO2 zvaracky www.bit.ly/2EO3SQk Kukly www.bit.ly/2eSAlrB
Hladam zvaracku do XXX http://bit.ly/2wDObaP Pasove Pily www.bit.ly/2iOcpXj TIG www.bit.ly/2KdU02O
som pichlavy od narodenia a co je horsie picham z kazdej strany rovnako
Offline
#36 16-06-2020 21:29:50
- PetrOlomouc
- Člen
- Registrovaný: 18-05-2020
- Příspěvky: 23
Re: TIG AC frekvence
![]() a to jsem si na Tvou radu poridil Mini Jet Tig
a to jsem si na Tvou radu poridil Mini Jet Tig ![]()
Offline
Zápatí
O SvarFóru + Pravidla
Powered by PunBB
SVARFORUM diskusní fórum o svářečkách, svářečích a svařování kovů i plastů.
Ze skupiny SVARWEB - portál vašeho svařování. 2005
Notice: Use of undefined constant Y - assumed 'Y' in /DISK2/WWW/svarforum.cz/www/forum/footer.php on line 139
- 2026
Doporučujeme: Dětské montérky a maskáče